Schlagwörter
Zentrifugieren vs Brikettieren Behandlung von Metallspänen durch Spänezentrifuge oder Brikettierpresse?
Zwei Möglichkeiten, Späne effizient zu behandeln und einen Mehrwert zu schaffen, sind: Brikettieranlagen oder Industriezentrifugen. Doch was sind die jeweiligen Voraussetzungen, Herausforderungen und Vorteile der beiden Verfahrensrouten? Und wie hoch sind die jeweiligen Kosten?
Die Techniken
Aufwändiges bzw. ineffizientes Spänehandling ist in vielen metallverarbeitenden Betrieben ein leidiges Thema. Die Problematik „nasse Späne“ mit verschmutzten Arbeits- wie Containerstellpätzen beschäftigt viele metallverarbeitende Betriebe. Damit verbunden ist der hohe Aufwand für die Späneentsorgung mit viel Staplerverkehr sowie geringere Schrotterlöse für die Späne. Zwei Möglichkeiten, Späne effizient zu behandeln und einen Mehrwert zu schaffen, sind: Brikettieranlagen oder Spänezentrifugen.
Doch was sind die jeweiligen Voraussetzungen, Herausforderungen und Vorteile der beiden Verfahrensrouten? Und wie hoch sind die Kosten?
Zentrifugieren
Die Späne werden in einer rotierenden Trommel hohen Zentrifugalkräften ausgesetzt. Hierdurch erfolgt eine Trennung von Spänen und Kühlschmierstoff (KSS – Öl oder Emulsion). Zurück bleiben die entfeuchteten Späne und der abgetrennte KSS. Bei Zentrifugen muss unterschieden werden:
- Durchlaufzentrifugen/Automatisierte Anlagen: Durchlaufzentrifugen/Automatisierte Anlagen Material wird am Trommelrand von nachfolgenden Spänen nach oben gedrückt. Dort werden
die Späne über ein Spaltsieb vom KSS getrennt. Der Entwässerungsgrad wird durch die Materialmenge, die aufgegeben wird, beeinflusst. Mehr Material bedeutet schnellerer Durchlauf, bewirkt aber gleichzeitig eine geringere Entwässerung. - Schubbodenzentrifugen (Funktion wie Durchlaufzentrifuge): Der Materialaustrag erfolgt durch Hubbewegungen des Bodens. Die Späne verbleiben typischerweise länger in der Trommel, dadurch ist eine stärkere Entölung möglich. Häufig bei feinem Material oder Material mit Schlamm- und Ölanteilen.
- Bei Chargenzentrifugen erfolgt die Materialaufgabe manuell, bei einigen Modellen auch automatisiert. Auch für lange Späne geeignet.
Brikettieren
Durch Verpressen werden Späne verdichtet, um einerseits Flüssigkeiten aus dem Material herauszupressen und andererseits eine deutliche Volumenreduzierung der Späne zu erreichen (bei Aluminium typischer Wert 1:10). Zurück bleiben das volumenreduzierte Spänebrikett und der davon separierte KSS. Im Metallbereich wird vor allem die hydraulische Brikettierpresse genutzt, welche vollautomatisch betrieben wird.
Vergleich der Spänebehandlungsrouten Ziele - Aspekte - Grenzen
Kühlschmierstoff Rückgewinnung
Eines der zentralen Ziele beider Behandlungstechniken ist das effiziente Rückgewinnen von Kühlschmierstoffen (Öl oder Emulsion). Spänezentrifugen und Brikettpressen finden sowohl Anwendung in der
Rückgewinnung von Öl, als auch von Emulsion. Die Rückführung von Schneidölen in den Produktionsprozess ist besonders lukrativ. Sofern Qualitätszentrifugen eingesetzt werden, unterscheidet sich die Menge der zurückgewonnenen Kühlschmierstoffe vom Brikettieren zum Zentrifugieren kaum. Manuelle Chargenzentrifugen erreichen jedoch geringere Entwässerungsgrade.
Demgegenüber steht die besonders leistungsfähige Variante der Schubbodenzentrifuge wie auch Brikettpressen mit (sehr) hohem Druck. Beide erreichen maximale Entölungs- bzw. Entwässerungsraten, die Schubbodenzentrifugen, in besonderen Fällen, noch minimal höhere Raten. Je nach Brikett- bzw Materialeigenschaft reduziert sich die Restfeuchte durch anschließende Lagerung weiter: Briketts verlieren durch Verdunstung Wasser, wobei der Ölgehalt stabil bleibt. (siehe Grafik unten). Für Schleifschlamm gilt: Die Restfeuchte im brikettierten Schleifschlamm liegt, abhängig von dessen Zusammensetzung bei etwa 4- 8 %, werden Filterhilfsmittel eingesetzt etwas höher. Zentrifugen erreichen dies unter bestimmten Bedingungen ebenso.
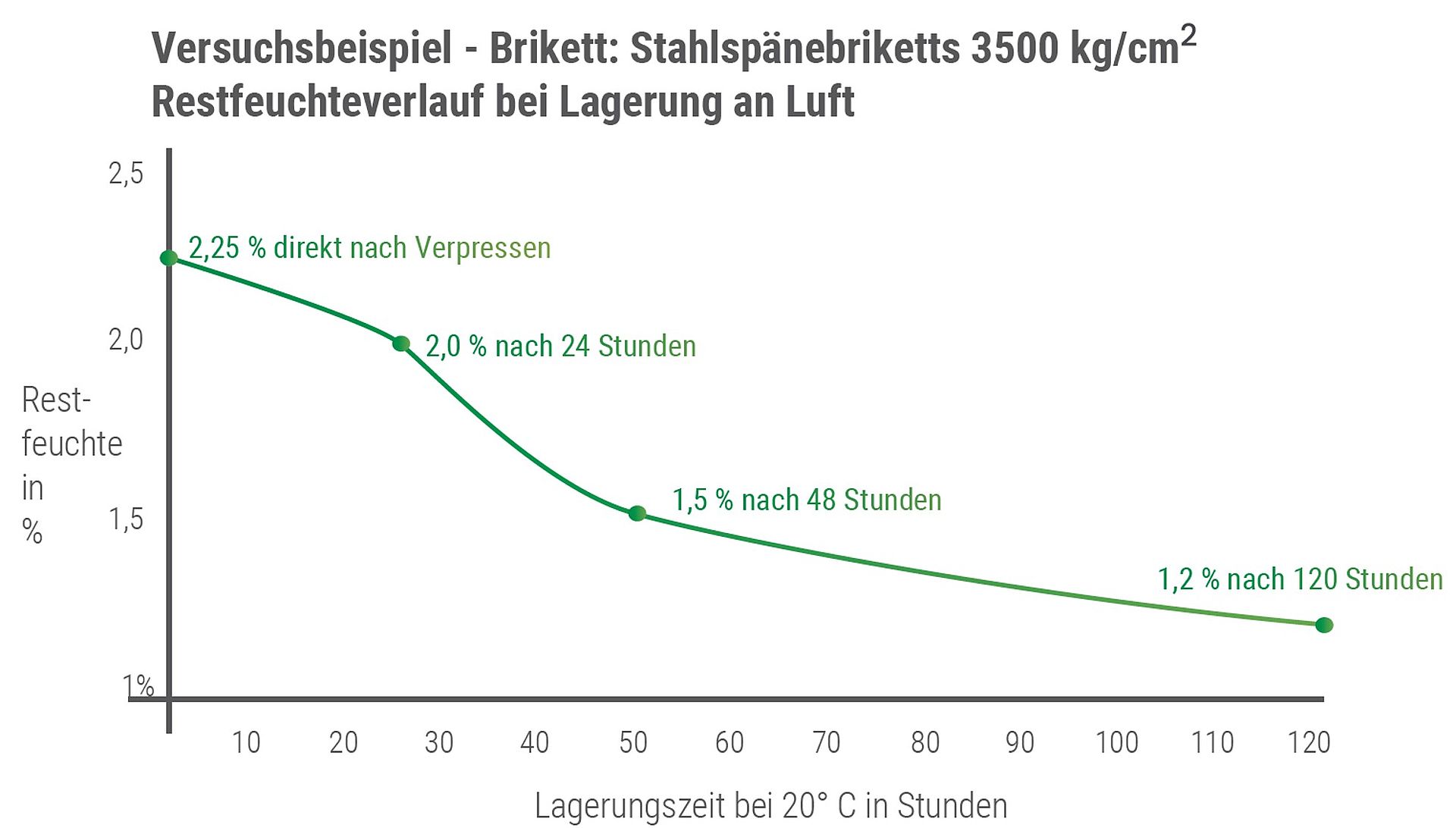
Unter Produktionsbedingungen liegen übliche Restfeuchten, bspw. von Aluminiumbriketts bei ca. 2-6%. Bei Stahlbriketts liegt der Wert bei ca. 2-4%. Schubbodenzentrifugen und Brikettierpressen mit sehr hoher Presskraft erreichen etwas niedrigere Restfeuchtewerte.
Mehrerlöse Briketts / Späneentsorgung
Briketts reduzieren teure Containertransporte (Absetzer oder Abroller). Sie sind handelbar, können wie Stückgut, und damit kostengünstig transportiert werden, auch in Komplettladungen. In jedem Fall sinken die Transportkosten, was Erlöse schafft. Mit Briketts können spezialisierte Großhändler oder Schmelzwerke direkt angefragt werden, auch weiter entfernt, insbesondere bei Sortenreinheit (z.B. Aluminium). So werden optimierte Verwertungswege erschlossen. Die Handelskette wird dadurch verkürzt, Kleinentsorger vor Ort können übersprungen werden. Deren Margen kommen dann dem produzierenden Betrieb zu Gute, wodurch die Verwertungserlöse weiter steigen.
Durch eine feste Restfeuchte wird eine definierte Schrottqualität erzeugt. Leidige Diskussionen mit dem Abnehmer zum Wassergehalt und zu nicht nachvollziehbaren Preisabzügen werden so beendet. Es kann auf einer fixen Basis abgerechnet werden. Dies gilt für zentrifugierte Späne wie für Briketts.
Die Einführung der Brikettierung kann zum Anlass genommen werden, den Materialabsatz neu zu überdenken. Eine Verwertungsrecherche zur Erschließung alternativer Abnehmer kann für Briketts hohe Zusatzerlöse bringen. Insbesondere ist diese Recherche angebracht, wenn der aktuelle Abnehmer eine Abnahme von Briketts ablehnt oder für diese kaum mehr zahlt. Mehrerlöse sind in den meisten Fällen ein Ergebnis dieser Recherche.
Spänebriketts haben eine konstante Restfeuchte, damit liegt eine definierte Schrottqualität vor. Mit Briketts kann direkt an spezialisierte Großhändler oder Schmelzwerke vermarktet werden.
Eine Pauschalaussage für den Mehrerlös von Briketts zu Spänen ist nicht möglich. Er hängt von folgenden Faktoren ab:
- Menge an Spänen oder Briketts
- Marktlage / aktueller Bedarf an Schrotten im Markt
- Sortenreinheit und Legierung des Schrotts
- Höhe der Ersparnisse der Transportkosten
- Höhe der Mehrerlöse durch definierte Schrottqualität
Deutliche Mehrerlöse werden insbesondere beim Aluminium erzielt. Nicht selten sind hohe zwei-, manchmal sogar dreistellige Beträge pro Tonne erzielbar. Das bedeutet: Die Investition in eine Brikettieranlage amortisiert sich in vielen Fällen schon in ein bis zwei Jahren:
Beispielrechnungen:
- 100,- € Mehrerlös pro Tonne bei 800 to/Jahr = 80.000,- €/Jahr
- 120,- € Mehrerlös pro Tonne bei 300 to/Jahr = 36.000,- €/Jahr
- 250,- € Mehrerlös pro Tonne bei 80 to/Jahr = 20.000,- €/Jahr
Volumenreduzierung / Reduzierung des Logistikaufwands
Durch Zentrifugieren von nassen Spänen wird keine oder nur kaum Volumenreduzierung erreicht. Es werden also weder Handlingnoch Logistikvorteile erreicht, außer dies wird in einem vorgeschalteten
Schritt des Spänebrechens bewerkstelligt. Die Brikettierung schafft hingegen eine wesentliche Volumenreduzierung. Die interne Spänelogistik wird durch reduzierten Staplerverkehr vereinfacht. Lagerplatz wird eingespart. Zusätzlich werden externe LKW Fahrten zur Entsorgung von Schrotten/Briketts reduziert. Ein wesentlicher Faktor, mit besonders hohen Potenzialen bei Aluminium:
Die Dichte von bspw. Aluminiumbriketts kann, abhängig von der Legierung, bis zu 2.600 kg/m³ betragen.
Projektbeispiel 1: Aluminiumspäne mit 75 kg/m³ Schüttgewicht, Menge: 2.000 to/a (ca. 400 kg/Std.), Betriebsstunden: 20 Std./Tag
| Zentrifugieren | Brikettieren | |
| Logistik intern | Intensive / häufige betriebsinterne Staplerfahrten, vom BAZs zum Spänecontainer im Freigelände. | Weg von Spänen zur zentral installierten Brikettieranlage kürzer. Von dort direkte Verarbeitung in Big-Bags möglich. Einsparung von ca. 5 Mannstunden täglich (Staplerfahrten) --> Kostenvorteil ca. 60.000,- €/a bzw. 30 €/to |
| Lagerplatz | Mehr Platzbedarf durch mehrere große Container + logistische Herausforderung | Reduzierter Platzbedarf für Big-Bags. Eingesparter Containerplatz kann anderweitig genutzt werden. |
| Logistik extern | Containerart (40 m3) = ca. 3.000 kg Spanladung: Alle 7,5 Std. muss ein 40 m3 Container gewechselt werden Container muss arbeitsaufwändig abgeplant werden, da Späne sonst während der Fahrt wegfliegen. | Briketts in Big-Bags verpackt. Vermarktung Ladungsweise (25 to) direkt zum Schmelzwerk, bzw. Entsorger Teure Containertransporte entfallen, Entsorgungskosten durch Big-Bags mit Sattelzug reduziert. (Vorteil ca. 100 €/to) |
Projektbeispiel 2: Aluminiumspäne mit 200 kg/m³ Schüttgewicht, Menge: ca. 300 to/a (ca. 75 kg/Std.), Betriebsstunden: 16 Std./Tag
| Zentrifugieren | Brikettieren | |
| Logistik intern | Intensive / häufige betriebsinterne Staplerfahrten, vom BAZs zum Spänecontainer im Freigelände. | Weg von Spänen zur zentral installierten Brikettieranlage kürzer. Von dort werden die Briketts in einen Behälter auf dem Containerplatz transportiert. Einsparung von ca. 8 Mannstunden wöchentlich (Staplerfahrten) --> Kostenvorteil ca. 16.000,- €/a bzw. 50 €/to |
| Lagerplatz | Hoher Platzbedarf durch mehrere große Absetzcontainer | Reduzierter Platzbedarf durch kleinere Behälter/Container (5,5 m³). Eingesparter Platz kann produktionsnah genutzt werden. |
| Logistik extern | Absetzcontainer 10 m3 = ca. 2.000 kg Spanladung: 13 Fahrten pro Monat notwendig | Absetzcontainer 5,5 m3 = ca. 9.000 kg Brikettladung: Nur 3 Fahrten pro Monat notwendig |
Sortenreinheit & Materialvielfalt
Entsorger und Schmelzwerke bieten üblicherweise für sortenreine Schrotte höhere Erlöse. Deshalb lohnt es sich bei der Verarbeitung der Späne auch auf diese Thematik zu achten. Brikettieren bietet die Möglichkeit Metallreststoffe sortenrein und obendrein volumenreduziert zu vermarkten. Insbesondere für den Schmelzbetrieb interessant: Nur Briketts können optimal gelagert werden, auch nach Legierungen getrennt.
Brikettieranlagen wie Spänezentrifugen sind in der Lage unterschiedliche Reststoffe flexibel zu verarbeiten. Allerdings muss beim Materialwechsel eine Reinigung erfolgen. Insbesondere Al und allg. NE-Metalle vertragen keinen Anteil an Stahlspänen.
Wollige, lange Späne können bei beiden Verarbeitungsmethoden zu Problemen führen und erfordern möglicherweise eine vorherige Zerkleinerung.
Schmelzausbeute beim Wiedereinschmelden
Reststoffe aus der Produktion haben eines gemeinsam: Sie werden am Ende des Recyclingkreislaufes wieder eingeschmolzen. Eine vorherige Reduzierung der Restfeuchte durch Spänezentrifuge oder Brikettieranlage ist vonnöten, um eine explosive Reaktion der Restflüssigkeit mit dem Schmelzbad zu verhindern.
Unter Flammeinwirkung „verbrennen“ Metalle sehr schnell statt zu schmelzen. Das bedeutet für viele Schmelzunternehmen: Es gehen durch diesen „Abbrand“ Ressourcen und bares Geld verloren. Ergebnis: Durch die hohe Dichte der Briketts wird, im Vergleich zu losen/trockenen pänen, oft ein reduzierter Abbrand erreicht. In speziell dafür ausgelegten Späneschmelzöfen können auch zentrifugierte lose Späne optimal, also mit minimalem Abbrand, eingeschmolzen werden.
Mehr zum Thema Wiedereinschmelzen von Aluminiumbriketts hier:
Vor allem im Aluminiumbereich gilt: Abhängig von der Schmelztechnik, ist der Unterschied, ob loses oder brikettiertes Material eingeschmolzen wird, erheblich.
Kostenloses Whitepaper "Zentrifugieren vs Brikettieren" (inkl. Checkliste)
Zwei Möglichkeiten, Späne effizient zu behandeln und einen Mehrwert zu schaffen, sind: Brikettieranlagen oder Industriezentrifugen. Doch was sind die jeweiligen Voraussetzungen, Herausforderungen und Vorteile der beiden Verfahrensrouten? Und wie hoch sind die jeweiligen Kosten?
In unserem kostenlosen Whitepaper erfahren unter anderem:
- Was sind die Voraussetzungen, Herausforderungen und Vorteile der beiden Verfahrensrouten?
- Wie hoch sind die Investitions- und Betriebskosten?
- Ab wann amortisiert sich die jeweilige Technik?
- 8 Schritte-Checkliste "Wie gehen Sie am Besten im weiteren Beschaffungsprozess zu Ihrer Spänebehandlung vor?"